液压软管扣压技术(扣压胶管技术要领)
1、高压油管及接头型号
根据高压液压胶管清单实际的需求,选择合适的高压胶管型号及高压胶管接头型号
例如:10-2SN*3600(24211-06-06/24291-06-06)
高压胶管选择φ10-2SN;一端高压胶管接头为24211;另一端为24291
2、确定下料胶管的长度
下料胶管长度:胶管总长包括软管两端接头的长度,实际下料胶管长度应去除两端接头部分长度。
3、割管
高压油管根据其要求的规格被切割至设计的长度。切割的断面要求垂直、平整,且不会损伤钢丝层。
4、剥外胶层
需剥外胶层的胶管,应根据高压胶管接头和外套的尺寸计算胶管两端外胶层剥胶长度并用记号笔划出位置。剥胶后钢丝不能有损伤,无钢丝散开现象,胶管内壁无损伤。
5、标记高压胶管插入高压胶管接头的位置
将胶管放在管接头旁,比出胶管的插入深度并作好标记。
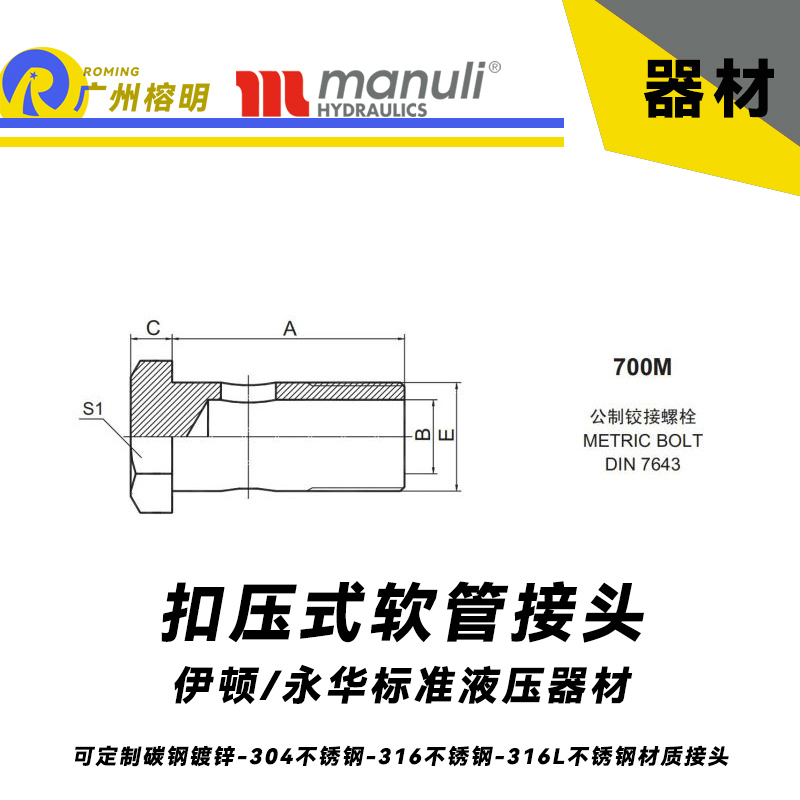
6、胶管插入接头
在高压胶管接头内芯上涂少许液压油或者润滑油,将管子插入接头中直至标记线与套筒的尾端平齐。
7、角度设定
高压油管总成的空间角度只有当胶管两头的管接头都是弯接头且不在同一方向时才需注意高压胶管总成的角度。(高压胶管总成的角度为:远端的弯接头沿顺时针方向旋转至与近端弯接头方向一致所需要转过的角度即为软管总成的角度。)
8、扣压胶管总成
选择合适的扣压模具安装在扣压机上,将待扣压的管接头正确的放置在扣压模具中,按下扣压开关直至模具全部扣压在管接头上并运行至随机附带参数表指定位置。松开扣压模具取出胶管总成,检查扣压面扣压痕迹是否均匀,用游标卡尺测量扣压尺寸是否在扣压尺寸范围内。
9、清洗胶管并封口
液压系统必须达到一定程度的清洗度。用高效、便捷的压力清洗设备对胶管总成进行清洗,这种设备用煤油冲洗软管总成的内壁,然后用高压气体吹出清洗液,并将清洗好的高压胶管用封口盖或者封口袋保护好高压胶管总成的两端。
10、压力检测
对胶管进行抽样压力检测,压力检测需在压力试验台上进行,将胶管总成的加压至预定工作压力的两倍,保压时间30-60秒,不应有渗漏。
高压油管扣压接头,扣压在什么位置能有效防止脱头?
如果爆破压力大于标准规定4倍工作压力的的话,就算是合格的胶管。若是在扣压处爆破,主要原因是胶管和接头还没有达到最佳配合,在改善的地方应主要在接头的选择和扣压上。接头芯的压缩量或者材料需要改善。若是接头不能改变的话,可以尝试在不脱头的前提下,减轻扣压量,避免扣压过度对胶管钢丝造成破坏。
高压液压软管总成用途:
用于矿井液压支架、油田开发、工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动的管路。